
ติดต่อเรา
การสอบถาม
หากคุณมีคําถามใด ๆ กรุณาติดต่อเราทันทีและเราจะตอบกลับในเร็วที่สุด
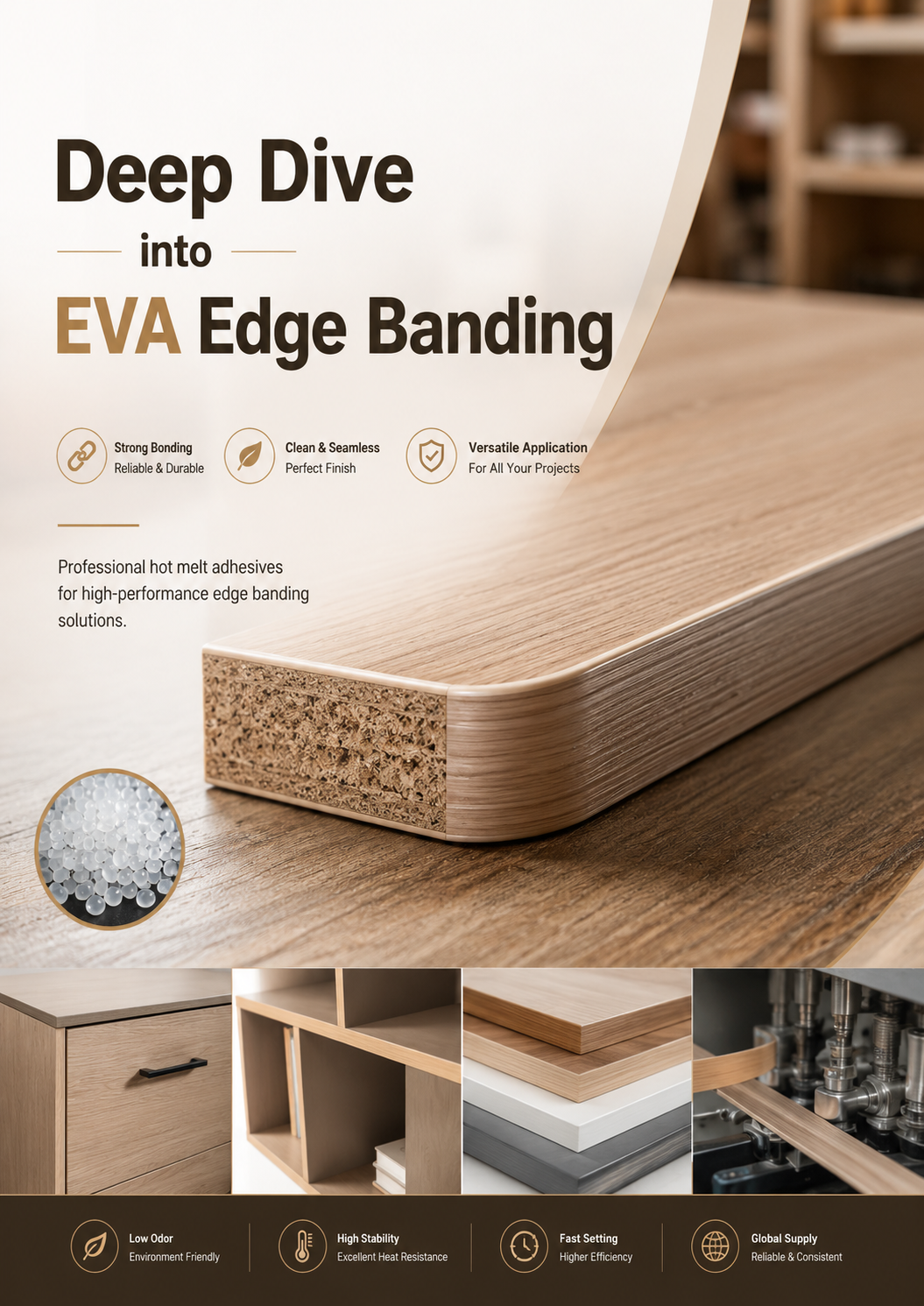
ผลิตภัณฑ์





ผลิตภัณฑ์